
Formieren nichtrostender Stähle
Nichtrostende Stähle (oder Edelstähle) sind jene, welche frei von Korrosionen sind und Säurebeständigkeit besitzen.
In diesem Artikel erklären wir, wie das Formieren nichtrostender Stähle funktioniert und warum das Verfahren sinnvoll ist.
In diesem Artikel findest Du Informationen zu folgenden Themen:
- Warum solltest Du nichtrostende Stähle formieren?
- Gase und Gasgemische für den Wurzelschutz
- Vorrichtungen zum Formieren
- Anwendunghinweise
- Arbeitsschutz
Doch warum solltest Du diese eigentlich formieren?
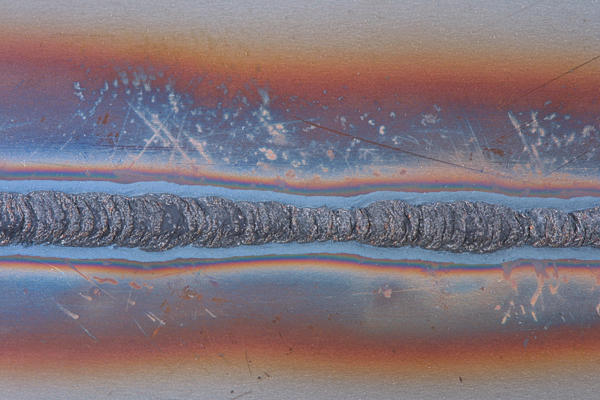
Beim Schweißen nichtrostender Stähle werden die erhitzten Nahtbereiche durch den Luftsauerstoff oxidiert. Dadurch wird die empfindliche Passivschicht, die den Stahl vor Korrosionen schützt, zerstört. Der Werkstoff ist in diesen Bereichen dann nicht mehr korrosionsbeständig und vor allem für Lochkorrosion anfällig.
Wenn sie zugänglich sind, lassen sich die Oxidschichten, auch Anlauffarben genannt, durch Bürsten oder Beizen entfernen, um die Korrosionseigenschaften wiederherzustellen. Eine andere Möglichkeit ist es, die erwärmten Nahtbereiche mit Gasen vor Sauerstoff zu schützen. Das Verdrängen der Luft und Umspülen des Wurzelbereiches nennt man Formieren. Mit dem Wurzelschutzgas muss beim Abkühlen solange gespült werden, bis keine Reaktion mit der Luft mehr stattfinden kann.
Auf diese Weise kann Dir beispielsweise das Formieren von Edelstahl ganz einfach gelingen.
funktioniert auch das Formieren von Rohren und Rohrleitungen.

Folgende Gase und Gasgemische finden üblicherweise als Wurzelschutz bzw. Formiergase Anwendung:
– Argon, (inert)
– Stickstoff, (reaktionsträge)
– Stickstoff-Wasserstoff-Gemische, (reduzierend)
– Argon-Wasserstoff-Gemische, (reduzierend)
– Argon-Stickstoff-Gemische, (Zulegierung von Stickstoff bei Duplexstählen)
Wichtige Grundregel: Das Gas muss zum Werkstoff passen! Mit unserem Gasfinder findest Du heraus, welches Gas Du am besten zum Formieren verwendest.
Beim Orbitalschweißen mit geschlossenen Kammern muss als Wurzelschutzgas das Schweißgas verwendet werden. Empfohlene Wurzelschutzgase für verschiedene Werkstoffarten sind:
| Wurzelschutzgase | Werkstoffe |
|---|---|
| VARIGON H2 bis H15 | Austenitische Cr-Ni-Stähle , Nickel und Nickel-Basis-Werkstoffe |
| Formiergas 95/5 bis 70/30 | Austenitische Cr-Ni-Stähle, Stähle mit Ausnahme hochfester Feinkornbaustähle |
| Argon | Alle schweißgeeigneten Werkstoffe |
| Argon 4.8 | Gasempfindliche Werkstoffe wie Titan |
| VARIGON N2 bis N3 Stickstoff (N2) | Duplex- und Superduplexstähle, austenitische Cr-Ni-Stähle |
Die wichtigsten Industriegase haben wir bereits für euch zusammengefasst.
Vorrichtungen zum Formieren
Je nach Bauteil werden unterschiedliche Vorrichtungen zum Formieren eingesetzt. Wichtig ist jedoch, dass das Wurzelschutzgas der Schweißstelle durch Siebbleche oder Sintermetalle mit geringer Strömungsgeschwindigkeit zugeführt wird.
Dadurch wird vermieden, dass die Luft zu schnell einströmt, und das Formieren funktioniert optimal.
Anwendungshinweise
Bei der Formierung nichtrostender Stähle solltest Du einige Hinweise beachten. Nur so ist Deine Sicherheit gewährleistet und Du erzielst ein optimales Ergebnis.
Besonders beim Spülen von Behältern und Rohren ist darauf zu achten:
- Leichtere Gase von oben
- Schwere Gase von unten einbringen
- Die Auswahl des Gases hängt auch von der Lage der Schweißnaht am Bauteil ab
Der Formierungsvorgang muss umfassen:
- Das Verdrängen der Luft im Wurzelbereich vor dem Schweißen
- Die Aufrechterhaltung während des Schweißens
- Das Spülen bei der Abkühlung nach dem Schweißen, bis keine Oxidation mehr auftritt.
- Bei nichtrostenden Stählen beträgt diese Temperatur ca. 250 °C
- Die drei Schritte müssen auch schon beim Heften erfolgen, da beim Überschweißen der Heftstellen die Oxide nicht entfernt werden.
Beispiel
| Rohrinnendurchmesser | 132 mm |
| Spülstrecke | 1000 mm |
| Rohrvolumen | 14 l |
| Gasdurchfluss | 10 l/min |
| Spülfaktor | 2,5 |
| Gasvolumen | 2,5 x 14= 35 l |
| Spülzeit 35:10 | 3,5 min |
Das Beispiel bezieht sich auf eine Rohrlänge von einem Meter und gilt nur, wenn das Formiergas langsam, gleichmäßig und ohne Verwirbelung die Luft im Rohr verdrängt. Formiereinrichtungen begrenzen deshalb das Volumen im Nahtbereich und führen das Wurzelschutzgas gleichmäßig ein.
Arbeitsschutz
Die Wurzelschutzgase sind wasserstoffhaltig und somit (abhängig vom Wasserstoffgehalt) brennbar.
Bei Arbeiten mit großem Spülvolumen ist die Gefährdung somit auch höher, weil die Gasmenge größer ist. In diesen Fällen sollte vorher eine Bearbeitung mit Stickstoff oder Argon erfolgen, damit aus dem wasserstoffhaltigen Gas kein zündfähiges Gemisch werden kann, bevor die Spülung abgeschlossen ist.
Wenn die Schweißarbeit beendet ist, solltest Du das Spülvolumen kontrolliert ablassen, damit keine großen Mengen Wurzelschutzgas in den Arbeitsbereich gelangen. Da beim Formieren mit Stickstoff und Argon gearbeitet wird, ist auch eine geeignete Belüftung notwendig. Sonst besteht Gefahr der Erstickung!
Wenn Du diese Sicherheitshinweise beachtest, steht einem erfolgreichen Heldenprojekt jedoch nichts im Wege. Die Schweisshelden wünschen Dir viel Erfolg!
Diese Seite teilen

Hier gibt es noch mehr zu entdecken
Heldenblog-Einträge
Welchen Atemschutz benötige ich beim Schweißen von rostfreiem Stahl?
Wir empfehlen das passende Atemschutzsystem für das Schweissen von Edelstahl.
Wie reinige ich die Lötspitze optimal?
Wie kann ich die Lötspitze reinigen und sauber halten?
Welchen Atemschutz benötige ich beim Schweißen von rostfreiem Stahl?
Wir empfehlen das passende Atemschutzsystem für das Schweissen von Edelstahl.
Wie reinige ich die Lötspitze optimal?
Wie kann ich die Lötspitze reinigen und sauber halten?
Fachwissen-Artikel
-

Warum sollte man nichtrostende Stähle formieren? Welche Gase werden als Wurzelschutzgase verwendet?
Formieren nichtrostender Stähle
-

Eigenschaften, Anwendung und Sicherheit der wichtigsten Industriegase für Schweißanwendungen.
Gaswissen
-

Welche Gase nutze ich zum Schweißen und Formieren? Für welches Verfahren nutze ich welches Gas?
Gase zum Schweißen und Formieren
-

Was genau ist ein Schutzgas und welche gibt es?
Was sind Schutzgase?
-
Welche Gase nutze ich zum Schweißen und Formieren? Für welches Verfahren nutze ich welches Gas?
Gase zum Schweißen und Formieren
-

Lust auf MAG Schweißen? Hier bei uns im Video erfahren Sie wie man es macht.
MAG Schweißen
-
Was genau ist ein Schutzgas und welche gibt es?
Was sind Schutzgase?
-
Eigenschaften, Anwendung und Sicherheit der wichtigsten Industriegase für Schweißanwendungen.
Gaswissen
